FANUC A20B-2001-0821 | Placa de Control Servo Serie Alpha SVM — CNC y Robot, Origen Japón
Número de pieza: A20B-2001-0821
Fabricante:FANUC Corporation (Japón)
Tipo de producto:Placa de Control de Amplificador Servo (PCB SVM)
Serie de la placa: A20B-2001
Familia de unidades:Módulo Amplificador Servo FANUC Serie Alpha (SVM)
Aplicación:Sistemas de unidad servo CNC y de robot FANUC
Descripción general
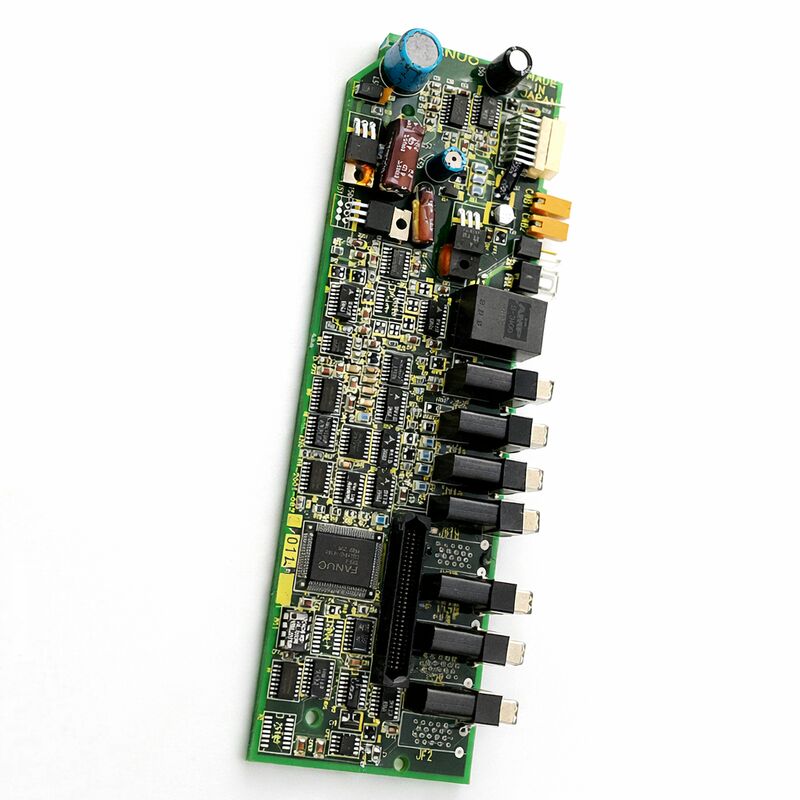
La A20B-2001-0821 es una placa de control de amplificador servo para el Módulo Amplificador Servo (SVM) de la serie Alpha de FANUC.
En la arquitectura de unidad modular Alpha de FANUC, el SVM es la unidad amplificadora que alimenta directamente un servomotor, tomando el voltaje del bus de CC suministrado por el PSM y convirtiéndolo en la CA de frecuencia variable trifásica que impulsa el motor.
La A20B-2001-0821 es la placa de control dentro del SVM: la PCB que contiene la electrónica de procesamiento para el bucle de corriente de la unidad servo, el bucle de velocidad, la interfaz de retroalimentación del codificador y la comunicación CNC.
Las unidades de la serie Alpha se implementaron en una amplia gama de máquinas herramienta y robots industriales controlados por FANUC.
En un centro de mecanizado CNC, cada motor de eje tiene su propio SVM. En un robot industrial de seis ejes, cada motor de articulación tiene su propio SVM o comparte una unidad SVM con un vecino.
Cada uno de estos SVM contiene una placa de control. Cuando falla una placa de control de unidad servo, ese eje o articulación se detiene y, con la placa de repuesto correcta, se reinicia.
La serie A20B-2001 abarca placas de control para múltiples configuraciones de SVM Alpha, cubriendo diferentes clasificaciones de corriente de unidad y tipos de interfaz.
La variante -0821 sirve a su modelo SVM específico y revisión de hardware dentro de esta familia.
La placa se fabrica en Japón y está diseñada para los requisitos de servicio continuo de las aplicaciones de unidades servo industriales.
Especificaciones clave
| Parámetro |
Valor |
| Número de pieza |
A20B-2001-0821 |
| Fabricante |
FANUC Corporation |
| Tipo de producto |
Placa de Control de Amplificador Servo |
| Serie de la placa |
A20B-2001 |
| Familia de unidades |
SVM FANUC Serie Alpha |
| Aplicación |
Control de unidad servo CNC y de robot FANUC |
| Origen |
Japón |
| Temperatura de funcionamiento |
0 – 55 °C (instalado en la unidad SVM) |
| Temperatura de almacenamiento |
−20 – 55 °C |
| Humedad |
75% HR máx. (sin condensación) |
| Condición disponible |
Nuevo (excedente) / Reacondicionado / Reparado |
La placa de control SVM — Tres bucles en uno
La placa de control de la unidad servo ejecuta los tres niveles de control de retroalimentación servo simultáneamente. Comprender cómo funcionan estos bucles juntos explica tanto lo que hace que una unidad servo que funciona bien sea precisa como lo que falla cuando la placa de control se degrada.
El bucle de corriente es la base.
Lee las corrientes de fase del motor de los sensores de corriente del SVM, las compara con los comandos de corriente del controlador de velocidad y ajusta las señales de puerta IGBT para llevar la corriente real al nivel comandado. Este bucle se ejecuta a velocidades de decenas de kilohertz.
Un circuito de medición de corriente degradado en la placa introduce errores en este bucle, produciendo distorsión de corriente que se manifiesta como ruido, vibración y calor del motor.
El bucle de velocidad se sitúa por encima del bucle de corriente.
Lee la retroalimentación del codificador, calcula la velocidad real del motor, la compara con la velocidad comandada del controlador de posición y genera comandos de corriente.
Este bucle se actualiza cada pocos cientos de microsegundos.
Un circuito de interfaz de codificador degradado produce ruido en la retroalimentación de velocidad, causando inestabilidad de velocidad.
El bucle de posición se sitúa en la parte superior. Recibe objetivos de posición del interpolador del CNC y los compara con la posición real del codificador.
El error de posición impulsa el comando de velocidad. El cierre de este bucle ocurre en cada ciclo servo, típicamente 1 milisegundo.
La precisión del posicionamiento del eje de la máquina se determina en última instancia por lo bien que se ejecutan los tres bucles juntos en esta placa de control.
SVM Alpha en aplicaciones CNC y de robot
En una máquina herramienta CNC, los módulos SVM Alpha se montan junto al PSM en el gabinete de la unidad. Cada SVM impulsa un eje. En un centro de mecanizado de 3 ejes, normalmente hay tres SVM: uno para X, uno para Y, uno para Z, además de un módulo amplificador de husillo.
Las placas de control en estos SVM se comunican con el CNC a través del bus servo serial de FANUC, recibiendo comandos de posición e informando las posiciones del codificador.
En un controlador de robot industrial FANUC, la misma arquitectura SVM impulsa los motores de las articulaciones del robot.
La generación de controladores R-J3, por ejemplo, utilizó SVM Alpha para los seis ejes de articulación del robot.
El controlador del robot se comunica con estos SVM a través de la misma interfaz serial que un CNC.
La placa de control A20B-2001-0821 sirve a ambos contextos de aplicación porque la arquitectura de hardware es consistente.
Esta compatibilidad entre aplicaciones es una ventaja práctica en el mantenimiento.
Una placa de control de un robot retirado puede servir potencialmente como reemplazo en una máquina CNC, y viceversa, si el número de pieza completo de la placa coincide exactamente.
Identificación de una falla en la placa de control
Una falla en la placa de control de la unidad servo produce un patrón específico de síntomas que la distingue de otras fallas del sistema de unidad.
Errores de posición, inestabilidad de velocidad o ruido inusual del motor que aparece solo en un eje específico, mientras que todos los demás ejes funcionan correctamente, apunta a la placa de control SVM de ese eje o a su ruta de retroalimentación del codificador. Los problemas de la placa de control tienden a ser específicos del eje y consistentes.
Una unidad que se niega a entrar en su estado listo al encenderse, mostrando una alarma VRDY (velocidad lista) antes de que se ordene cualquier movimiento, es un fuerte indicador de una falla en la placa de control.
La placa ejecuta autodiagnósticos al encenderse. Una falla en esta secuencia produce una alarma inmediata y persistente.
Los errores de posición intermitentes que empeoran con la temperatura (el eje funciona correctamente cuando la unidad está fría y se degrada a medida que se calienta) sugieren que un componente sensible a la temperatura en la placa de control está llegando al final de su vida útil.
Preguntas frecuentes
P1: Un eje CNC produce una alarma VRDY persistente al encenderse. El voltaje del bus de CC es correcto. Otros ejes están normales. ¿Es esta la A20B-2001-0821?
Una alarma VRDY de un solo eje al encenderse, con bus de CC correcto y otros ejes normales, es consistente con una falla en la placa de control.
La autocomprobación de encendido de la placa ha fallado. Verifique los indicadores LED del SVM para ver si hay algún código de alarma.
Confirme que el cable del codificador y el conector de retroalimentación estén bien conectados; un conector de retroalimentación suelto también puede producir este síntoma.
Si el cable está confirmado como bueno, reemplace la placa de control.
P2: El eje funciona correctamente a baja velocidad pero muestra un error de posición creciente a velocidades de avance más altas. El sistema mecánico parece normal. ¿Podría ser la placa de control?
El error de posición creciente a altas velocidades de avance con un sistema mecánico normal apunta a los bucles de control servo.
El bucle de velocidad o de corriente puede no estar respondiendo lo suficientemente rápido, una señal de que los circuitos de procesamiento de la placa de control están degradados.
También verifique los parámetros servo (ganancias de bucle, avance) para confirmar que son correctos.
Si los parámetros son correctos y el problema persiste, es probable que los circuitos DSP o de interfaz de la placa de control hayan envejecido.
P3: El motor del eje produce vibración y ruido inusuales en reposo, pero la precisión de la posición es aceptable durante el movimiento. ¿Qué en la placa de control podría causar esto?
La vibración y el ruido en reposo con precisión aceptable durante el movimiento generalmente indican un problema en el bucle de corriente, específicamente en la sección de medición de corriente o de accionamiento de puerta de la placa de control.
Un pequeño error o ruido en la retroalimentación de corriente en reposo produce una corriente de oscilación que se manifiesta como vibración.
Este tipo de falla a menudo empeora con la temperatura a medida que los componentes envejecen. Reemplace la placa de control y compare el comportamiento en reposo.
P4: ¿Se puede utilizar una placa de repuesto A20B-2001-0821 de una aplicación de robot en una máquina herramienta CNC?
Si los números de pieza coinciden exactamente, el hardware es compatible.
La placa de control servo realiza la misma función tanto en aplicaciones CNC como de robot; la diferencia está en el software del controlador y el sistema mecánico, no en la placa de unidad.
Confirme que el número de pieza completo, incluido el sufijo -0821, coincida. Nunca use un sufijo diferente como sustituto, incluso si la placa parece físicamente similar.
P5: Después del reemplazo de la placa de control, el eje se excede en su posición objetivo en cada movimiento. Los parámetros se restauraron de la copia de seguridad. ¿Cuál es la causa probable?
El sobreimpulso de posición después del reemplazo de la placa con parámetros restaurados generalmente indica un parámetro del bucle servo que no se restauró correctamente.
La ganancia de posición, la ganancia de velocidad o el valor de compensación de avance pueden ser incorrectos.
Compare cada parámetro servo para el eje afectado con la documentación de la máquina y los valores de copia de seguridad.
Confirme también que la configuración del tipo de codificador sea correcta; usar una configuración de tipo de codificador incorrecta produce una escala de retroalimentación incorrecta que se manifiesta como sobreimpulso u oscilación.

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!