FANUC A20B-1005-0190 PowerPoint Control de accionamiento del eje de eje de circuito impreso
Número de la parte:A20B-1005-0190 Las condiciones de los servicios de seguridad de los Estados miembros
El fabricante:Corporación FANUC (Japón)
Tipo de producto:PCB de control del accionamiento del husillo
Serie del tablero:A20B-1005 Las condiciones de los productos
Lo que hace esta Junta
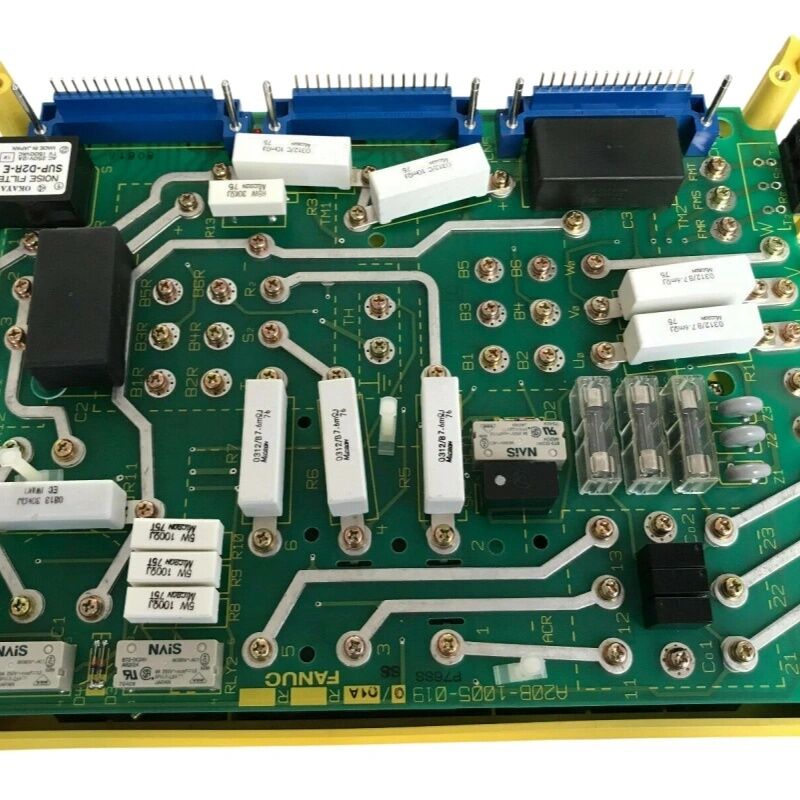
El A20B-1005-0190 es la placa de control dentro de un accionamiento por husillo de CA FANUC.Maneja la lógica que se encuentra entre el comando del huso CNC y la salida del motor real, comparándolo con la retroalimentación de la velocidad real, ajustando la salida PWM y monitoreando las señales de corriente, temperatura y codificador en tiempo real.
Es una placa de sección de control, no una placa de etapa de potencia. Esa distinción es importante para el diagnóstico. La etapa de potencia contiene los transistores IGBT que cambian las altas corrientes del motor.La placa de control es la electrónica que dice a los transistores cuándo cambiarMuchas fallas de husillo que parecen problemas de etapa de potencia alarmas de sobrecorriente en aceleración, velocidad errática en realidad se originan en la electrónica de control.Un controlador de puerta defectuoso en el panel de control envía pulsos de tiempo incorrectos a los transistores de potenciaEl reemplazo de la placa de control es el primer paso correcto en esos casos.
La serie A20B-1005 cubre paneles de control adaptados a configuraciones específicas de accionamiento de husillo de CA FANUC, con la interfaz de señal correcta, la lógica de protección y el protocolo de comunicación para esos accionamientos.
Después del reemplazo
Al instalar una placa de control de repuesto, comprobar los parámetros de accionamiento.Si el tablero anterior tenía ajustes personalizados, restaurarlos de una lista de parámetros registrados antes de volver al husillo a la producción.
Especificaciones clave
| Parámetro |
Valor |
| Número de la parte |
A20B-1005-0190 Las condiciones de los servicios de seguridad de los Estados miembros |
| Serie |
A20B-1005 Las condiciones de los productos |
| Tipo de producto |
PCB de control del accionamiento del husillo |
| Temperatura de funcionamiento |
0°55°C |
| Temperatura de almacenamiento |
-20°60°C |
| Humedad |
75% de RH máximo (no condensante) |
| Origen |
Japón |
Preguntas frecuentes
P1: El huso muestra una alarma de sobrecorriente en aceleración. Los transistores de potencia prueban bien. ¿Podría ser esta placa la causa?
Un controlador de puerta defectuoso en el tablero de control hace que los transistores de salida cambien incorrectamente.generando un pico de corriente que desencadena la detección de sobrecorriente, incluso cuando los transistores mismos están intactosReemplace primero el tablero de control y verifique los parámetros antes de probar bajo carga.
P2: velocidad de caza del eje durante el corte. motor y codificador parecen intactos.
La búsqueda de velocidad con un sistema mecánico intacto apunta al regulador de velocidad o procesamiento de retroalimentación en la placa de control.Luego revise los parámetros de ganancia del regulador de velocidadSi ambos son correctos, el circuito regulador de la placa puede tener componentes degradados.
P3: Después de reemplazar la tabla, el huso funciona pero la orientación no se completa. ¿Por qué?
La orientación se basa en el encoder Z-pulso y los parámetros de orientación en la unidad.Verificar que la señal Z está llegando al terminal de entrada correcto de la placa de repuesto.
P4: La unidad pasa su auto-prueba, pero falla en el primer comando de velocidad CNC. ¿Qué indica esto?
Auto-prueba normal pero fallo en el primer comando CNC sugiere que la interfaz de comunicación en la placa de control no puede interpretar correctamente el comando serial del CNC.Confirmar el cableado entre CNC y la unidad primeroSi el cableado es bueno, el circuito de comunicación de la placa es el culpable.
P5: ¿Cómo se debe almacenar este tablero como un repuesto preventivo?
Conservar en envases antistáticos a temperatura ambiente estable, lejos de la humedad.registrar la configuración de los parámetros desde la placa instalada un repuesto con parámetros documentados reduce a la mitad el tiempo de recuperación cuando finalmente se necesite el repuesto.

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!