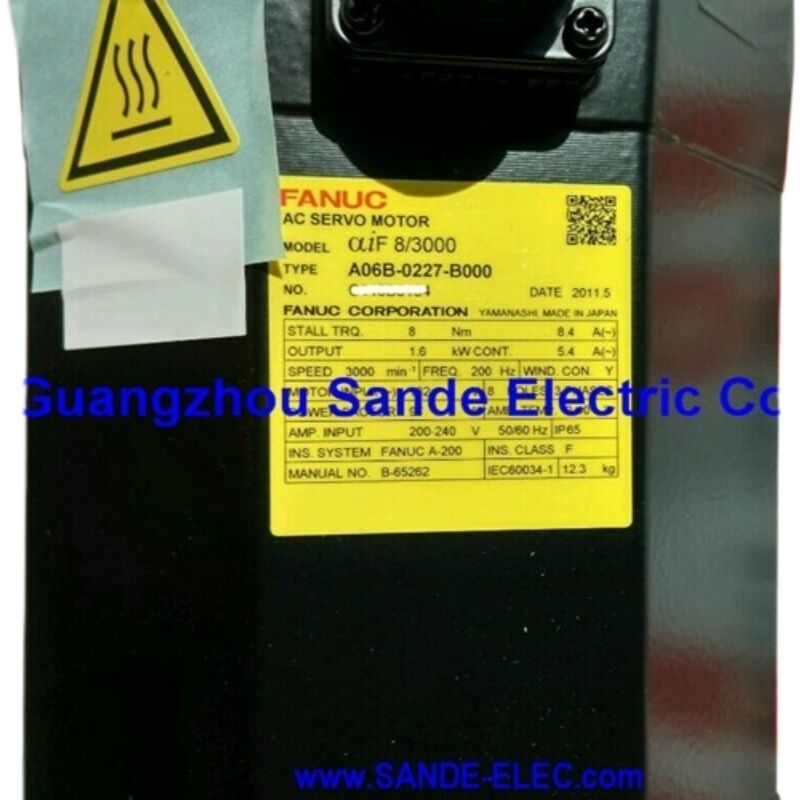
Motor servo AC GE Fanuc A06B-0227-B000 — αiF 8/3000, Eje Cónico, Absoluto A1000, Sin Freno
Descripción General del Producto
Número de Parte: A06B-0227-B000
También Buscado Como: A06B0227B000, GE Fanuc A06B-0227-B000, FANUC A06B0227B000
Modelo de Motor: αiF 8/3000 (Alpha iF 8/3000)
Marca: GE Fanuc / Fanuc
Clasificación: Servomotor AC sin escobillas Fanuc Serie Alpha iF — Par de bloqueo de 8 Nm, 1.6 kW, 3,000 rpm, Eje Cónico con Chaveta, Sin Freno, Codificador Absoluto Alpha i A1000, IP65
Especificaciones Técnicas
| Parámetro |
Valor |
| Número de Parte |
A06B-0227-B000 |
| Modelo de Motor |
αiF 8/3000 |
| Marca |
GE Fanuc / Fanuc |
| Par de Bloqueo |
8 Nm |
| Potencia Nominal |
1.6 kW |
| Corriente de Bloqueo |
8.4 A (rms) |
| Velocidad Máxima |
3,000 rpm |
| Voltaje de Entrada del Motor |
182V AC (3 fases) |
| Frecuencia |
200 Hz |
| Constante de Par |
0.95 Nm/A (rms) |
| Inercia del Rotor |
0.00257 kg·m² |
| Codificador |
Alpha i A1000 (absoluto serial, A860-2000-T301) |
| Resolución del Encoder |
1,000,000 pulsos/rev |
| Tipo de Eje |
Cónico con chaveta (TPR) |
| Freno Electromagnético |
Ninguno |
| Grado de Protección |
IP65 |
| Clase de Aislamiento |
Clase F |
| Temperatura de Operación |
0°C a +40°C |
| Amplificadores Compatibles |
servomotores Fanuc serie αi (αiSV) |
| Controles Compatibles |
Fanuc Series 0i, 15i, 16i, 18i, 21i, 30i, 31i, 32i |
| Origen |
Japón |
GE Fanuc — La Marca Detrás del Número de Parte
Existe cierta confusión en el origen en cuanto a la designación GE Fanuc en este motor. Para ser claros: GE Fanuc fue una empresa conjunta entre General Electric y Fanuc Ltd. que operó principalmente en el mercado norteamericano de CNC y automatización. Los motores producidos bajo la marca GE Fanuc — incluido el A06B-0227-B000 — son idénticos a sus contrapartes con marca Fanuc. Mismo cuerpo de motor, mismo codificador, mismas características eléctricas, misma compatibilidad de amplificador. La placa de identificación GE Fanuc simplemente refleja el acuerdo comercial bajo el cual el producto se vendió en ciertos mercados.
Para fines de mantenimiento y suministro, un motor listado como GE Fanuc A06B-0227-B000 y uno listado como Fanuc A06B-0227-B000 son la misma pieza física, compatibles con los mismos amplificadores y reemplazables por el mismo motor de repuesto independientemente de la marca que aparezca en la etiqueta.
Ocho Newton-Metros a 3,000 RPM — Comprendiendo el Envolvente de Rendimiento
Con 8 Nm de par de bloqueo y 1.6 kW de potencia nominal continua, el αiF 8/3000 ocupa una posición genuinamente productiva en la gama de servomotores Fanuc αiF. No es el motor más pequeño de la familia, ni el más grande. Se sitúa en un punto donde el par de salida es lo suficientemente sustancial como para accionar ejes de avance de máquinas herramienta de tamaño mediano bajo cargas de corte realistas, mientras que el techo de 3,000 rpm y el marco compacto mantienen el motor físicamente manejable y el costo del sistema razonable.
En un husillo de bolas de paso de 10 mm con un 90% de eficiencia mecánica, 8 Nm sostienen aproximadamente 4.5 kN de fuerza de empuje axial continua. Eso cubre las cargas de los ejes X y Z de un centro de torneado CNC mediano que maneja diámetros de barra típicos, el accionamiento de la mesa de un centro de mecanizado vertical compacto y los ejes de avance de una amplia gama de máquinas de producción de formato mediano. La potencia continua de 1.6 kW proporciona el presupuesto de energía para pasadas de corte sostenidas sin sobrecarga térmica, incluso en entornos de producción de alto ciclo de trabajo.
La constante de par de 0.95 Nm/A cuenta una historia complementaria: este motor genera cerca de 1 Nm por amperio de corriente de bloqueo, lo que refleja un diseño electromagnético eficiente para su tamaño de marco. La inercia del rotor de 0.00257 kg·m² establece el carácter dinámico del motor — lo suficientemente bajo como para responder rápidamente a las correcciones del bucle servo sin la lentitud de rotores más pesados, lo suficientemente alto como para que el motor no se vuelva inestable bajo las demandas de aceleración brusca de movimientos de desplazamiento rápido de carrera corta. Ambas cifras son importantes para los ingenieros de sistemas servo que diseñan o solucionan problemas de rendimiento dinámico del eje.
Eje Cónico con Chaveta — El Estándar de Máquina Herramienta
Cada A06B-0227-B000 se envía con un eje cónico rectificado de precisión con una ranura de chaveta mecanizada. Esta interfaz de acoplamiento ha sido la predeterminada para servomotores de máquinas herramienta a lo largo de décadas de generaciones de motores Fanuc — y las razones siguen siendo tan relevantes ahora como cuando se adoptó por primera vez el eje cónico.
La geometría cónica crea un efecto de autocentrado automático durante la instalación del cubo. A medida que el cubo de acoplamiento se introduce en el eje cónico utilizando el tornillo de tracción en el extremo del eje, el contacto cónico entre el orificio del cubo y el eje alinea automáticamente el cubo concéntricamente al eje del motor. Sin calzas, sin medición de excentricidad, sin ajuste iterativo. El cubo se asienta en la posición correcta cada vez. En un eje CNC donde la alineación motor-husillo afecta directamente el error de seguimiento y la calidad del acabado superficial, esta geometría de acoplamiento repetible vale el procedimiento de instalación ligeramente más complejo en comparación con un diseño de eje recto.
La chaveta en la ranura de chaveta correspondiente transmite el par a través de un acoplamiento mecánico positivo. Con 8 Nm de par de bloqueo, la chaveta está cómodamente dentro de su capacidad de carga — la ranura de chaveta no está ahí porque 8 Nm la requieran por razones estructurales, sino porque la combinación de cono más chaveta proporciona una transmisión de par fiable bajo cargas inversas, vibración y ciclos térmicos sin el riesgo de corrosión o aflojamiento progresivo que puede afectar a los acoplamientos puramente sujetados por fricción durante largos intervalos de servicio.
Para fines de reemplazo, el cubo ya en el mecanismo de accionamiento de la máquina ya está emparejado con esta geometría cónica. Retírelo con un extractor de engranajes adecuado, inspeccione las superficies cónicas en busca de corrosión o daños, instale el nuevo motor, vuelva a instalar el cubo con el tornillo de tracción apretado según especificación. La geometría de acoplamiento del eje regresa al estado anterior a la falla sin realineación.
Codificador Absoluto Alpha i A1000 — Sin Referencia, Todas las Mañanas
La codificador Alpha i A1000 es el codificador absoluto estándar en las familias de motores Fanuc αiS y αiF, y sus implicaciones operativas son las mismas en el A06B-0227-B000 que en cualquier otro motor equipado con A1000: la coordenada del eje se conoce inmediatamente en cada encendido del CNC, sin ningún movimiento de referencia.
La posición del eje multivuelta se conserva a través del apagado por la batería de respaldo en el servomplificador Fanuc serie αi. Cuando el CNC se enciende — al inicio de un turno, después de una recuperación de parada de emergencia, después de un apagado nocturno — cada eje equipado con un codificador A1000 informa su posición inmediatamente. La máquina entra en modo automático lista para funcionar. Sin recorridos de retorno de referencia supervisados, sin esperar a que los ejes encuentren sus marcadores, sin retraso en la producción al inicio.
Para una planta de producción que opera múltiples máquinas CNC con múltiples ejes cada una, esta característica operativa se traduce en ahorros de tiempo reales que se acumulan en cada turno y cada día laborable. Y para las máquinas que se detienen a mitad de programa por una alarma o un evento de energía, el codificador absoluto significa que el eje se reanuda desde la posición exacta de parada — sin incertidumbre de reposicionamiento, sin pieza desechada por un eje que no sabía dónde estaba después de la recuperación.
El A1000 ofrece 1,000,000 de pulsos por revolución. En un husillo de bolas de paso de 10 mm, cada conteo corresponde a 10 nanómetros de desplazamiento lineal — la resolución a la que el CNC Fanuc cierra el bucle de posición. Esto es lo que sustenta la precisión dimensional y la calidad del acabado superficial que los centros de mecanizado CNC modernos están construidos para lograr.
Mantenimiento de la batería: la batería de respaldo está en el servomplificador αiSV, no en el motor. Reemplácela cuando el CNC Fanuc emita una alarma de batería baja. Una batería completamente agotada restablece el contador multivuelta, lo que requiere una única re-referenciación del eje para restaurar el sistema de coordenadas de la máquina — evitable con un mantenimiento oportuno de la batería.
Sin Freno — Cuando el Bloqueo Servo es la Respuesta Correcta
La designación B000 confirma que este motor no lleva freno electromagnético. En la gran mayoría de los ejes horizontales y cualquier eje donde la gravedad no actúe en la dirección de rotación del eje, esta es la especificación correcta y apropiada.
Con el amplificador αiSV activo y el bucle servo cerrado, el codificador A1000 informa la posición a 1,000,000 de conteos por revolución mientras el amplificador corrige continuamente al ángulo de eje comandado. La posición del eje en reposo se mantiene con la misma precisión que la posición del eje durante el movimiento — el bloqueo servo no es un modo de retención degradado sino el mismo control de bucle cerrado que rige el movimiento. En ejes horizontales, esta retención es fiable, precisa y no requiere hardware adicional.
La configuración sin freno mantiene el cuerpo del motor más ligero y corto que las variantes con freno equivalentes, simplifica el panel eléctrico de la máquina al eliminar el circuito de suministro del freno y la lógica de relés asociada, y elimina el disco de freno como componente de desgaste que acumula horas de servicio.
Donde un eje soporta una carga gravitacional — accionamientos de pluma verticales, avances inclinados, mesas basculantes — el bloqueo servo solo con el servo apagado es insuficiente y se requiere un motor con freno. Dentro de la serie A06B-0227, el B300 (eje cónico, freno de resorte de 24V, absoluto A1000) es el equivalente con freno para aplicaciones de eje vertical. El B000 está especificado correcta y con confianza para todas las aplicaciones de eje horizontal confirmadas.
A06B-0227 Series: Referencia de Configuración
Todas las variantes de la serie A06B-0227 comparten el cuerpo del motor αiF 8/3000 — 8 Nm de bloqueo, 1.6 kW, 3,000 rpm, codificador absoluto A1000. El tipo de eje, el freno y el sellado diferencian las variantes.
| Número de Parte |
Eje |
Ranura de Chaveta |
Freno |
Sellado |
| A06B-0227-B000 |
Cónico |
Sí |
Ninguno |
IP65 |
| A06B-0227-B000#0100 |
Cónico |
Sí |
Ninguno |
IP67 |
| A06B-0227-B100 |
Liso Recto |
No |
Ninguno |
IP65 |
| A06B-0227-B200 |
Recto |
Sí |
Ninguno |
IP65 |
| A06B-0227-B300 |
Cónico |
Sí |
Resorte 24V |
IP65 |
| A06B-0227-B400 |
Liso Recto |
No |
Resorte 24V |
IP65 |
El B000 es la línea base IP65 estándar con cono y chaveta, sin freno — la configuración más común para aplicaciones CNC de eje medio horizontal. La variante sellada #0100 mejora a IP67 para entornos con alto refrigerante. Confirme siempre la configuración exacta del motor original antes de pedir un reemplazo.
Compatibilidad del Amplificador y del Sistema CNC
El A06B-0227-B000 opera con servomotores Fanuc serie αi (αiSV) — el módulo αiSV 20 o αiSV 40 dependiendo de la configuración específica del gabinete de accionamiento para la clase de corriente de este motor. Las plataformas CNC compatibles incluyen Fanuc Series 0i-D, 0i-F, 15i, 16i, 18i, 21i, 30i-A, 30i-B, 31i-A, 31i-B y 32i.
El motor no es compatible con los amplificadores originales de la serie α (no-i), que utilizan un protocolo de codificador serial diferente, ni con los variadores Fanuc de la serie β. Después de instalar un reemplazo, confirme que los parámetros del eje CNC coinciden con la especificación del tipo de motor αiF 8/3000 — específicamente el código de tipo de motor, la velocidad máxima y el límite de corriente — antes de devolver la máquina a producción.
Aplicaciones Típicas
Ejes de avance primarios de centros de mecanizado CNC de formato mediano. Accionamientos de mesa, carro y cabezal de husillo X, Y y Z en centros de mecanizado verticales y horizontales donde el par de bloqueo de 8 Nm maneja la masa combinada del eje y las demandas de fuerza de corte de una máquina de producción de tamaño mediano.
Carros y correderas transversales de centros de torneado CNC. Carros del eje Z y correderas transversales del eje X en centros de torneado CNC medianos que manejan cargas de torneado de producción típicas, donde el αiF 8/3000 proporciona el par y la velocidad para tasas de avance productivas en el rango de piezas de la máquina.
Centros de mecanizado multieje — accionamientos de eje secundarios. Accionamientos rotativos del eje B, ejes lineales auxiliares y mecanismos de posicionamiento secundarios en centros de mecanizado multieje donde la clase de par de 8 Nm coincide correctamente con el presupuesto de carga del eje secundario.
Equipos de automatización y manipulación controlados por Fanuc. Accionamientos de posicionamiento primarios en plataformas de automatización controladas por Fanuc, sistemas de transferencia de piezas y celdas de mecanizado integradas donde la combinación αiSV/αiF 8/3000 proporciona un rendimiento servo de bucle cerrado fiable con retención de posición absoluta.
Preguntas Frecuentes
P1: ¿Hay alguna diferencia entre un motor etiquetado "GE Fanuc" y uno etiquetado "Fanuc" para este número de parte?
Ninguna diferencia funcional. GE Fanuc fue el nombre de la empresa conjunta comercial bajo el cual se vendieron los productos Fanuc en los mercados norteamericanos durante un período. Los motores son fabricados por Fanuc con la misma especificación independientemente de qué marca aparezca en la placa de identificación. Un GE Fanuc A06B-0227-B000 y un Fanuc A06B-0227-B000 son el mismo motor, compatibles con los mismos amplificadores e intercambiables como reemplazos entre sí.
P2: ¿Requiere este motor una referencia después de cada ciclo de encendido del CNC?
No. El Alpha i A1000 es un codificador absoluto serial — la posición multivuelta se conserva a través del apagado por la batería de respaldo en el servomplificador Fanuc αiSV. Cuando el CNC se enciende, la coordenada del eje está inmediatamente disponible sin ningún movimiento de retorno de referencia. La única excepción es si la batería de respaldo se agota por completo, lo que restablece el contador multivuelta. Reemplace la batería de inmediato cuando el CNC emita una alarma de batería baja para evitar esto.
P3: ¿Cuándo se debe especificar la variante sellada IP67 (#0100) en lugar de la B000 base?
La base A06B-0227-B000 tiene IP65 — protección contra chorros de agua dirigidos. La variante #0100 mejora a IP67 — protección contra inmersión temporal. Especifique la variante IP67 cuando el motor esté montado en una posición expuesta a inundación directa de refrigerante, impacto de rociado de refrigerante a alta presión o acumulación de refrigerante en el área de montaje del motor. Para motores montados lejos de la zona de corte directa en una ubicación de panel protegida estándar, IP65 es adecuado.
P4: ¿Qué módulo amplificador se necesita para el A06B-0227-B000 y qué sistemas CNC lo soportan?
El motor requiere un servomplificador Fanuc serie αi (αiSV) — la clasificación de corriente αiSV específica debe confirmarse en la documentación del gabinete de accionamiento de la máquina, ya que la corriente de bloqueo de 8 Nm / 8.4A de este motor lo sitúa en el rango medio de la línea de productos αiSV. Las plataformas CNC compatibles incluyen Fanuc Series 0i-D, 0i-F, 16i, 18i, 21i, 30i y 31i. El motor no es compatible con los amplificadores SVU originales de la serie α (no-i), que utilizan un protocolo de interfaz de codificador diferente.
P5: ¿Puede el B000 (sin freno, eje cónico) reemplazar a un B300 (freno de 24V, eje cónico) en la misma máquina?
No de forma segura en un eje vertical o en cualquier eje donde la gravedad actúe en la dirección de rotación del eje. El B300 lleva un freno accionado por resorte que proporciona retención mecánica con el servo apagado — una función de seguridad requerida cuando la masa del eje de lo contrario descendería por gravedad cuando el amplificador está desenergizado. El B000 no tiene tal mecanismo y depende del bloqueo servo para la retención de posición, que desaparece cuando el amplificador está inactivo. En un eje horizontal confirmado donde el motor original era un B300 y el freno en realidad nunca fue necesario por seguridad, existe el caso de ingeniería para un sustituto B000 — pero esta determinación requiere una revisión formal de las condiciones de carga del eje de la máquina, no una suposición. En caso de duda, utilice la variante con freno.

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!